 Instrumento VRAY
Instrumento VRAY
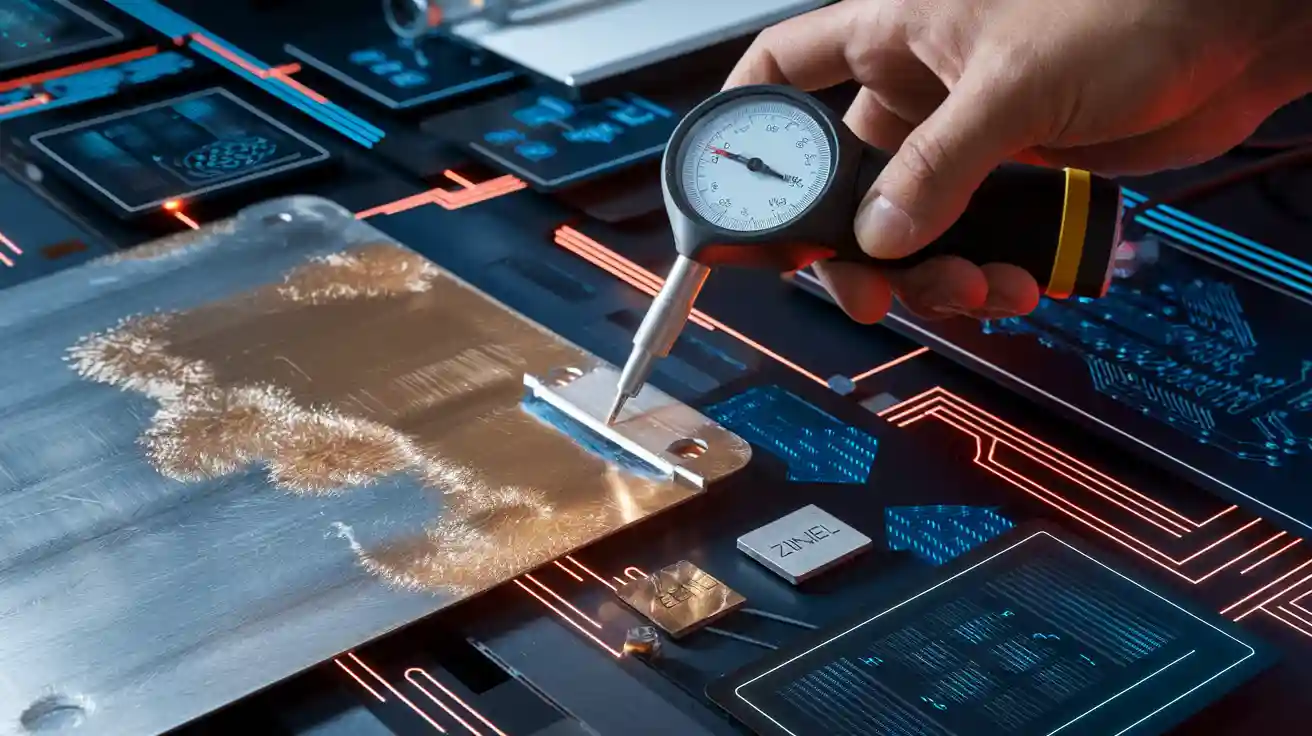
La medición precisa del espesor del recubrimiento es crucial en las fábricas, especialmente cuando se trata de análisis de espesor de recubrimiento de zinc y níquel. Sistemas de monitoreo en tiempo real Asegúrese de que el espesor de los recubrimientos de zinc y níquel se mantenga dentro del rango correcto., Reducir el desperdicio y mantener una calidad constante del producto.. La industria depende de Técnicas avanzadas como la fluorescencia de rayos X y los medidores de corrientes parásitas. para análisis de espesor de recubrimiento de zinc y níquel, Garantizar resultados fiables. Usando métodos de medición aprobados y adhiriendo a los estándares internacionales ayuda a prevenir errores costosos. Un espesor de recubrimiento incorrecto puede provocar fallas en el producto o mayores gastos. Siguiendo las mejores prácticas para el análisis del espesor de los recubrimientos de zinc y níquel, Las empresas pueden evitar estos problemas y mantener el cumplimiento de las regulaciones de la industria..
Conclusiones clave
Medición del espesor del recubrimiento de zinc y níquel ayuda a detener el óxido. Hace que los productos duren más. Esto también evita reparaciones costosas o roturas..
Fluorescencia de rayos X (XRF) y los medidores magnéticos o de corrientes parásitas son las mejores formas de medir el espesor.. Estos métodos son muy precisos y se utilizan mucho..
Seguir los estándares de la industria como ASTM e ISO garantiza que los recubrimientos sean buenos. Mantiene los productos seguros y sigue las reglas..
Una buena preparación de la superficie es importante. Las herramientas deben revisarse con frecuencia. Se necesitan trabajadores cualificados para realizar mediciones correctas de espesor..
Mantener buenos registros y capacitar a los trabajadores ayuda a mantener alta la calidad.. También ayuda a seguir las reglas y evitar errores costosos..
Acerca del análisis de espesor de recubrimiento de zinc y níquel
Por qué es importante el espesor del recubrimiento
Los fabricantes utilizan análisis de espesor de recubrimiento de zinc y níquel para verificar la calidad del producto.. El espesor de recubrimiento adecuado mantiene el metal a salvo de la oxidación y los daños.. Si el recubrimiento es demasiado fino, el metal puede oxidarse, grieta, o pelar temprano. Si el recubrimiento es demasiado grueso, podría agrietarse o no pegarse bien. Esto puede costar mucho arreglarlo o reemplazarlo.. Realizar el análisis del espesor de los recubrimientos de zinc y níquel de la manera correcta ayuda a que los productos duren más tiempo. También los mantiene fuertes. Por ejemplo, en la industria farmacéutica, Los recubrimientos deben ser lo suficientemente gruesos para proteger.. Incluso pequeños cambios en el grosor pueden cambiar su funcionamiento.. en autos, Aviones, y electrónica, medición El espesor del recubrimiento es muy importante. por seguridad.
Nota: Los sistemas automatizados y la inteligencia artificial ahora ayudan a que el análisis del espesor de los recubrimientos de zinc y níquel sea más exacto. Esto ayuda a las empresas a fabricar mejores productos que duran más..
Rangos de espesor típicos
Acerca del análisis del espesor del recubrimiento de zinc y níquel se utiliza de muchas maneras. La siguiente tabla muestra los rangos de espesor comunes y dónde se utilizan.:
Clase de recubrimiento | Rango de espesor del recubrimiento de zinc | Sector de aplicación típico | Técnicas de medición |
|---|---|---|---|
Clase 1 | > 80 μm (galvanizado en caliente) | Construcción de acero | Inducción magnética, corrientes de Foucault |
Clase 2 | Hasta ~10 µm (galvánico/inmersión) | Carrocería automotriz | Corrientes parásitas sensibles a la fase, Inducción magnética |
Clase 3 | Hasta ~30 µm | Tuberías automotrices | Corrientes parásitas sensibles a la fase, Inducción magnética |
Clase 4 | Capa de aleación de zinc-níquel | Piezas con alto riesgo de corrosión | Inducción magnética, corrientes de Foucault |
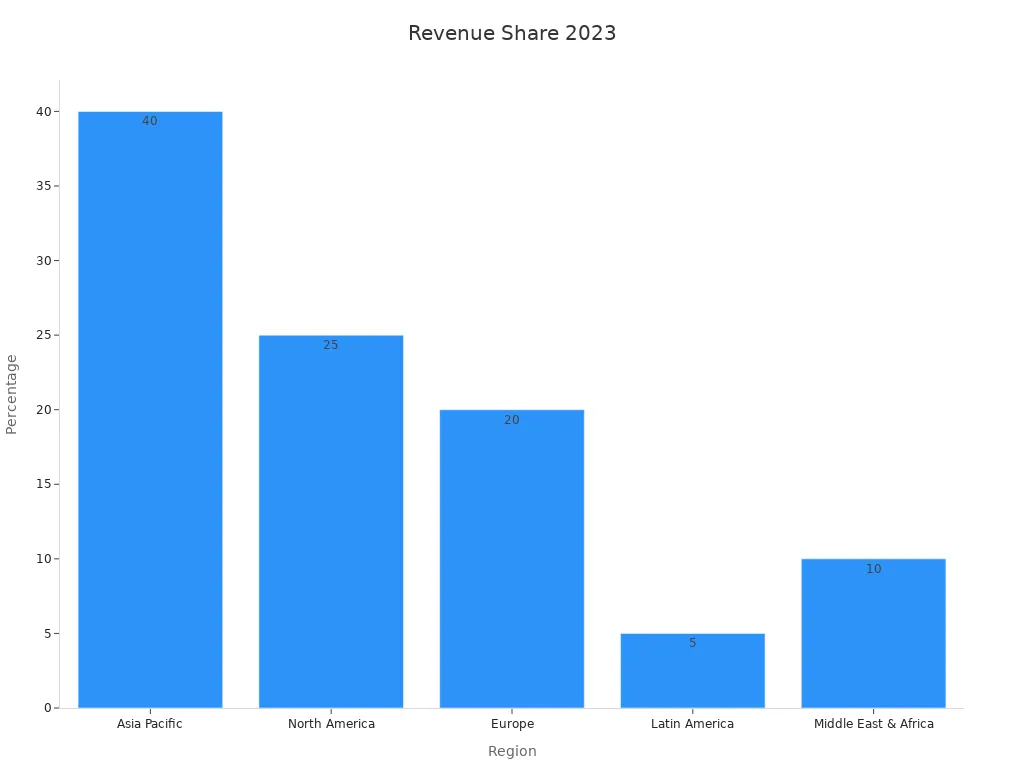
Los recubrimientos galvanizados de zinc-níquel suelen ser 8 Para 14 μm de espesor. Estos recubrimientos protegen contra la oxidación y el desgaste.. Son importantes para los sujetadores de automóviles., partes de avion, y electrónica. Crece la necesidad de recubrimientos de zinc-níquel. América del Norte utiliza la mayor parte debido a la alta demanda.
es importante medir el espesor del recubrimiento de zinc y níquel correctamente. Las herramientas y máquinas portátiles ayudan a garantizar que los recubrimientos tengan el espesor adecuado para cada trabajo..
Estándares de espesor de recubrimiento

Estándares de recubrimiento de zinc
La industria utiliza reglas claras para controlar el espesor y la calidad del recubrimiento de zinc. ASTM B633 es la regla principal para los recubrimientos de zinc sobre hierro y acero. Esta regla indica qué tan grueso debe ser el recubrimiento.. También dice cómo debe verse y qué tan bien debe detener el óxido.. ASTM B633 ayuda a las empresas a fabricar productos resistentes. Garantiza que los recubrimientos de zinc protejan el metal contra la oxidación y los daños..
ASTM F1941/F1941M-16(2025) ayuda con recubrimientos de zinc para sujetadores. Esta regla explica cómo aplicar recubrimientos y qué tan gruesos deben ser.. También ayuda a detener problemas como la fragilidad por hidrógeno.. Estas reglas ayudan a las empresas a mantener los productos seguros y de alta calidad..
Nota: ASTM D1186 y ASTM D1400 decir como Medir el grosor de recubrimiento. They use magnetic tools and micrometers. These tools help check if coatings are thick enough.
Nickel and Zinc-Nickel Standards
Nickel and zinc-nickel coatings also have strict rules. ASTM B841 tells what zinc-nickel alloy coatings need. This rule says how thick the coating should be. It also tells how it should look and how well it stops rust. ASTM B841 helps nickel and zinc-nickel coatings last longer. It keeps metal safe in tough places.
ASTM B571 checks how well nickel and zinc-nickel coatings stick to metal. Good sticking keeps the coating from peeling or cracking. ASTM B117 is a salt spray test. It checks how well the coating stops rust. These tests help make sure nickel and zinc-nickel coatings are good quality.
The table below shows important things from coating rules:
Requirement | Standard(s) | Purpose |
|---|---|---|
ASTM D1186, ASTM D1400 | Makes sure coatings are thick enough | |
Adhesion | ASTM D3359, ASTM B571 | Checks if coatings stick well |
Corrosion Resistance | ASTM B117, ASTM D1654 | Tests if coatings stop rust and damage |
Companies must follow these rules to keep products safe. Meeting thickness, sticking, and rust tests helps avoid big problems. It also helps people trust the products.
Measuring Coating Thickness: Methods
Measuring coating thickness the right way keeps products good. It also helps companies follow the rules. There are many ways to check coating thickness. Each way has good and bad points. The best method depends on the coating, the base material, and how exact you need to be. The next parts talk about the most used ways to measure coating thickness.
Fluorescencia de rayos X (XRF)
XRF is a very exact and popular way to check coating thickness. It does not hurt the coating. XRF usa X-rays to make atoms in the coating give off special X-rays. The tool sees these X-rays and figures out how thick the coating is. XRF is very accurate and does not make many mistakes. It works for one layer or many layers.
New XRF tools have special tubes, auto-focus, and distance checks. These things help keep the sample at the best spot. They also make the results better. People can use XRF on many coatings and base materials. It works for simple zinc and for zinc-nickel alloys. XRF can also take pictures. This helps workers see details and check quality in cars, Aviones, y electrónica.
Propina: Herramientas XRF give steady, repeatable, and safe checks. They are great for regular quality tests and meeting rules.
Característica | Descripción |
|---|---|
Detector Type | Proportional counter tube for accurate measurement |
Auto-Focus Function | Mantiene una distancia óptima para una alta precisión. |
Corrección de distancia | Garantiza la precisión de la medición |
Versatilidad de aplicaciones | Adecuado para una sola capa, multicapa, y revestimientos de aleaciones |
Capacidad de imágenes | Combina visión amplia e imágenes de campo estrecho para un análisis detallado |
Medidores de corrientes magnéticas y de Foucault
Los medidores de corrientes magnéticas y de Foucault son formas importantes de comprobar el espesor del recubrimiento.. No dañan el revestimiento.. Los medidores magnéticos observan los cambios en la fuerza magnética cerca de una base metálica.. Los medidores de corrientes de Foucault utilizan corrientes rápidas en bases no magnéticas y verifican los cambios en la electricidad.. Ambas formas suelen estar dentro de aproximadamente 1%. Funcionan bien con recubrimientos de zinc y níquel..
Estos medidores tienen sondas que presionan lo mismo cada vez.. Esto ayuda a diferentes personas a obtener los mismos resultados.. La pantalla muestra la respuesta de inmediato.. Los trabajadores revisan las herramientas con estándares conocidos para asegurarse de que sean correctas.. Esto funciona incluso si la base, aspereza, o cambios de forma. Los medidores magnéticos siguen ASTM D1186 e ISO. 2178 reglas. Los medidores de corrientes de Foucault siguen ASTM B244 e ISO. 2360. Auto, bote, y los fabricantes de aviones utilizan estas formas para una rápida, repeatable, y pruebas seguras.
Retrodispersión beta
La retrodispersión beta utiliza rayos beta para comprobar el espesor del recubrimiento. La herramienta envía partículas beta a la pieza recubierta.. La cantidad de partículas que rebotan muestra qué tan grueso y denso es el recubrimiento.. De esta manera funciona para recubrimientos sobre bases metálicas y no metálicas..
La retrodispersión beta no daña el recubrimiento y es buena para recubrimientos finos. Es posible que otras formas no funcionen tan bien para capas delgadas.. Pero, Los trabajadores deben tener cuidado porque utiliza partes radiactivas.. Deben seguir las reglas de seguridad para mantener a todos seguros y obtener buenos resultados..
Mechanical Cross-Sectioning
Mechanical cross-sectioning is a direct and detailed way to check coating thickness. Workers cut a small piece of the coated part. They put it in resin and polish it. Entonces, they use a microscope to measure the thickness and look at the inside.
This way shows if the coating is even, has holes, or sticks well. Por ejemplo, special microscope pictures show holes and how the coating is made. Workers can see layers, holes, and different parts. This proves the coating is good and the right thickness. Mechanical cross-sectioning is the best way to check other methods. But it breaks the sample and takes a long time.
Comparative Accuracy of Measurement Methods
The table below shows how well different ways measure coating thickness and what problems they might have:
Measurement Method | Exactitud / Uncertainty | Sensibilidad / Limitaciones | Notes / Remarks |
|---|---|---|---|
Medidores de longitud accionados neumáticamente | Sobreestima el espesor | Sensible a la rugosidad de la superficie | |
Sensores ópticos de distancia confocales | Cerca del espesor de referencia | Sensible a las perturbaciones | Precisión limitada para el control capa por capa |
Medición de distancia óptica | Alta precisión (~2 µm) | Independiente de la rugosidad de la superficie y la expansión térmica. | La incertidumbre aumenta con el número de capas. |
Métodos de corrientes de Foucault | No detallado | N/A | Método alternativo sin datos detallados de precisión |
Sensores basados en capacitancia | No detallado | N/A | Método alternativo sin datos detallados de precisión |
Ultrasonidos Láser | No detallado | N/A | Método alternativo sin datos detallados de precisión |
Termografía | No detallado | N/A | Método alternativo sin datos detallados de precisión |
Técnicas de terahercios | No detallado | N/A | Método alternativo sin datos detallados de precisión |
Nota: Los medidores XRF y magnéticos o de corrientes parásitas son las mejores opciones para verificar el espesor del recubrimiento.. son exactos, dar los mismos resultados cada vez, y cumplir con las reglas de la industria.
Selección del método
Idoneidad para zinc y níquel
Elegir la mejor manera de medir el espesor del recubrimiento depende de algunas cosas. Hay que pensar en el tipo de revestimiento., en que esta, and how exact you need to be. Para recubrimientos de zinc y níquel, Los expertos suelen utilizar más de un método.. Esto les ayuda a obtener resultados en los que pueden confiar.. Se utilizan mucho la fluorescencia de rayos X y los medidores magnéticos.. Proporcionan lecturas correctas y estables tanto para recubrimientos de una capa como de muchas capas.. Otras formas, como pruebas de adherencia y comprobar qué tan rápido se oxida algo, También ayuda a ver si el recubrimiento es fuerte y bueno..
Al elegir una forma de medir, tienes que pensar en algunas cosas:
Si la muestra es rugosa o no lisa, puede cambiar los resultados.
Es importante qué tan bien la herramienta puede ver pequeños cambios.
Cómo configuras la herramienta y el clima, como calor o humedad, puede cambiar lo que encuentres.
Seguir las reglas de la industria garantiza que la forma de elegir sea buena..
Algunas herramientas utilizan más de una forma de medir. Por ejemplo, podrían usar tanto inducción magnética como corrientes de Foucault. Esto les ayuda a trabajar en diferentes formas y materiales.. Las herramientas que envían datos de inmediato y utilizan programas informáticos especiales ayudan a realizar un seguimiento de la calidad y guardar los resultados..
Pros y contras
Cada forma de medir el espesor del recubrimiento tiene puntos buenos y malos.. La siguiente tabla muestra algunas de las formas más utilizadas para los recubrimientos de zinc y níquel.:
Método | Ventajas | Desventajas | Condiciones Adecuadas |
|---|---|---|---|
Método de espesor magnético | muy correcto, Fácil de usar, no es caro | Solo funciona para recubrimientos no magnéticos sobre bases magnéticas. | Acero, hierro, plata, bases de níquel |
Método de corrientes de Foucault | Ve pequeños detalles, Bueno para ponedoras que no transportan electricidad. | No tan correcto como magnético, necesita una brecha en la conductividad | Pintar, plástico, Óxido anódico sobre metales que transportan electricidad. |
No daña el revestimiento., muy exacto, funciona para muchas capas | Cuesta más, debe configurarse correctamente | Muchos tipos de revestimientos y materiales. | |
Mechanical Cross-Sectioning | Le permite mirar directamente al revestimiento., da muchos detalles | rompe la muestra, lleva mucho tiempo | Utilizado en laboratorios, comprueba la calidad |
Propina: En la mayoría de las fábricas, Usar formas que no dañen el recubrimiento junto con pruebas de laboratorio ayuda a garantizar que la medición sea rápida y correcta..
Factores que afectan la precisión
Sustrato y Superficie
El tipo de metal y el estado de la superficie son muy importantes para la precisión del espesor del recubrimiento.. Diferentes metales y aleaciones actúan de manera diferente cuando se recubren.. Si la superficie es rugosa o sucia, Es posible que el recubrimiento no se extienda uniformemente.. Las superficies limpias y lisas ayudan a que el recubrimiento se adhiera mejor. Si la superficie está llena de baches, el recubrimiento puede acumularse en algunos lugares y adelgazarse en otros. Las formas extrañas dificultan la aplicación uniforme del recubrimiento. Clima, como el calor y la humedad, puede cambiar la forma en que el recubrimiento se seca o se pega.
Limpiar la superficie elimina el aceite., polvo, y suciedad.
Hacer la superficie rugosa, como con chorro de arena, ayuda a que el recubrimiento se mantenga.
De qué está hecho el metal cambia la forma en que se adhiere el recubrimiento y qué tan bien funciona la medición.
La humedad elevada puede provocar gotas de agua., y la poca humedad puede generar estática y polvo., ambos pueden cambiar el espesor del recubrimiento.
Nota: Reglas como ISO 2360 y ASTM D7091 explican cómo medir el espesor del recubrimiento en diferentes metales..
Calibración y estándares
Obtener la medición correcta significa utilizar buenos estándares de calibración. Las fábricas suelen fabricar sus propios estándares galvanizados.. Cuestan menos que los materiales de referencia especiales, pero aún así funcionan bien.. Los trabajadores verifican estos estándares con un microscopio para ver si el grosor es el correcto.. El uso de estos estándares ayuda a que las mediciones sean más exactas., especialmente con XRF.
Los estándares de calibración deben ser como el recubrimiento y el metal de la muestra para obtener mejores resultados..
El espesor uniforme en el estándar ayuda a mantener las mediciones estables.
Las pruebas demuestran que los estándares caseros pueden mantener cambios de espesor bajo 5%, lo cual es bueno para la industria.
Los métodos sin estándares pueden tener errores mayores, especialmente con muchas capas.
Propina: Verificar la calibración con frecuencia y utilizar los estándares correctos para cada recubrimiento y metal ayuda a mantener las mediciones estables y correctas..
Habilidad del operador
Qué tan bien un trabajador hace su trabajo también cambia la precisión del espesor del recubrimiento. Los trabajadores deben saber cómo utilizar cada método y seguir los pasos correctos.. Si cada vez hacen las cosas diferente, Los errores pueden suceder. La capacitación ayuda a los trabajadores a aprender cómo preparar las superficies, usar herramientas, y leer resultados. Realizar más de una lectura y seguir buenos pasos ayuda a detener errores.
Los trabajadores calificados eligen la mejor manera de medir para cada trabajo.
Revisan sus herramientas antes de usarlas y siguen las reglas..
Saben cómo el clima y otros cambios pueden afectar lo que encuentran..
Un equipo capacitado se asegura de que las comprobaciones del espesor del recubrimiento sean correctas y sigan las reglas..
Prácticas recomendadas
Calibración y garantía de calidad
Los controles de calidad del espesor del recubrimiento comienzan con LIJADORASed xrf herramientas y estándares de referencia. Estas herramientas ayudan a los trabajadores a obtener resultados correctos y repetibles.. Los estudios demuestran que el uso de matemáticas especiales para la calibración mejora los resultados. El El error puede ser tan bajo como 0.4% para hierro y 1% para zinc. El cuidado regular por parte de trabajadores capacitados mantiene las herramientas XRF funcionando bien y ayuda a que duren más.
Las personas en este campo siguen pasos cuidadosos para asegurarse de que las mediciones sean buenas.:
Llevar al menos cinco controles aleatorios en cada muestra. Elija lugares que muestren toda la superficie..
Utilice medidores que estén verificados y cumplan con las normas del fabricante y ASTM D7091..
Calibrar herramientas antes de cada turno de trabajo., después de un uso intensivo, o si se cae.
Asegúrese de que el medidor sea el adecuado para el rango que necesita.
Mantenga registros de calibración y siga planes de control anuales..
Verifique el medidor durante el uso para asegurarse de que permanezca correcto.
Sólo permita que personas capacitadas realicen calibraciones y comprobaciones..
Propina: Los trabajadores deben seguir aprendiendo y obtener certificados.. Esto ayuda a mantener la calidad alta y reducir los errores..
Cumplimiento y documentación
Los buenos registros ayudan con la calidad y el cumplimiento de las reglas de la industria.. empresas de telecomunicaciones, electrónica, y aeroespacial mantienen registros detallados para cumplir con ASTM, ISO, OSHA, FDA, y reglas CSA. Los nuevos evaluadores a menudo se vinculan con software y sistemas en la nube, facilitando la gestión de datos.
Los pasos importantes para seguir las reglas y mantener registros incluyen:
Mire los informes de revestimiento antiguos y los registros de cuidados antes de realizar la comprobación..
Prepare las herramientas, como medidores DFT y probadores de adherencia.
Anota todas las medidas, notas, y fotografías utilizando sistemas de clasificación.
Realiza informes completos con resúmenes, recomendaciones, y verificaciones de reglas para equipos de activos.
Menciona siempre normas internacionales como ISO 12944 y ASTM en informes.
Nota: Mantener buenos registros y seguir los pasos de verificación ayuda a proteger los activos y cumplir con las reglas de la industria..
Seguir las reglas de la industria ayuda a las personas a medir el espesor del recubrimiento de la manera correcta.. Usar herramientas comprobadas y elegir la mejor manera de medir mejora los resultados. Los expertos pueden hacer que su trabajo sea más confiable si:
Asegurarse de que la superficie esté lista antes de recubrir, en lugar de hacer cosas adicionales como difuminar. Los estudios dicen que el difuminado no ayuda a que el recubrimiento dure más y simplemente agrega más trabajo..
Siempre verificando que las herramientas estén configuradas correctamente y manteniendo los registros actualizados..
Ir a entrenar con frecuencia para que conozcan las reglas más nuevas..
Aprender cosas nuevas todo el tiempo y seguir las últimas reglas ayuda a las personas a obtener buenos resultados y evitar errores costosos..
Preguntas más frecuentes
¿Cuál es el método más preciso para medir el espesor del recubrimiento de zinc o níquel??
Fluorescencia de rayos X (XRF) es la mejor manera de medir la mayoría de los recubrimientos. Muchas empresas utilizan XRF porque proporciona resultados exactos y estables.. XRF no daña la muestra al comprobar el espesor.
¿Con qué frecuencia debe realizarse la calibración de los instrumentos de medición??
Los expertos recomiendan calibrar las herramientas antes de cada turno de trabajo. También debes calibrar después de usar mucho la herramienta o si se te cae.. Hacer esto a menudo ayuda a garantizar que las mediciones sean siempre correctas..
¿Qué normas se aplican al espesor del recubrimiento de zinc-níquel??
ASTM B841 es la regla para los recubrimientos de zinc-níquel. ASTM B117 y ASTM B571 sirven para verificar la protección contra la oxidación y qué tan bien se adhiere el recubrimiento.. El uso de estas reglas ayuda a las empresas a seguir las necesidades de la industria.
¿Pueden los operadores utilizar el mismo método para todos los sustratos??
No, No todos los métodos funcionan para cada tipo de metal.. Los calibres magnéticos son buenos para los metales que se adhieren a los imanes.. Los medidores de corrientes de Foucault funcionan mejor en metales que no se adhieren a los imanes.. Los trabajadores deben elegir la herramienta adecuada para cada trabajo.
¿Por qué es importante la preparación de la superficie en el análisis del espesor del recubrimiento??
Preparar la superficie elimina la suciedad., aceite, y óxido. Una superficie limpia y lisa ayuda a que el recubrimiento se adhiera mejor. Esto también hace que las comprobaciones de espesor sean más correctas..





WhatsApp
Escanea el código QR para iniciar un chat de WhatsApp con nosotros.